摘要:AlSi9MnMoZr合金具有良好的铸造成型性能,且在铸态即可获得10%~14%的延伸率,是用于车身结构件的理想压铸 铝合金。叙述了 AlSI9MnMoZr合金的特性,以及生产实践中常见的问题点及应对措施。
关键词:AlSi9MnMoZr合金;熔化;压铸工艺;组织;性能
作者:赵合志 作者单位:广东鸿泰科技股份有限公司
1 AlSi9MnMoZr合金的特性
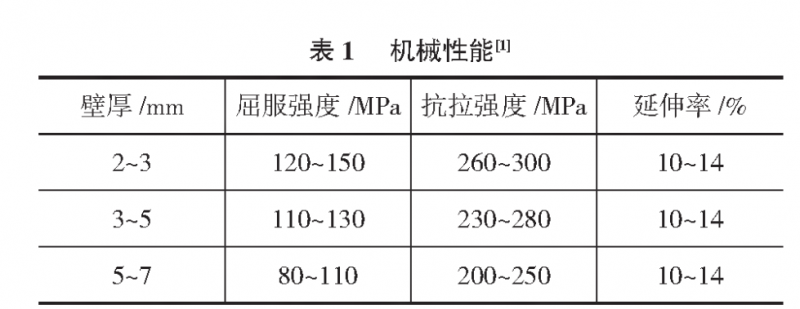
AlSi9MnMoZr 即 Castasi仪37 是德国 RHEINFELDEN 公司研发的一种高性能压铸铝合金,其 铸态下的机械性能见表1。 普通压铸件内部有气体残留,在T6或T7处 理时这些气体会膨胀,可能在压铸件表面形成起 泡,造成报废,所以压铸件如果要做热处理,须首 先杜绝内部气体残留。但是普通压铸工艺无法满
1 AlSi9MnMoZr合金的特性
AlSi9MnMoZr 是德国 RHEINFELDEN 公司研发的一种高性能压铸铝合金,其 铸态下的机械性能见表1。
普通压铸件内部有气体残留,在T6或T7处 理时这些气体会膨胀,可能在压铸件表面形成起 泡,造成报废,所以压铸件如果要做热处理,须首 先杜绝内部气体残留。但是普通压铸工艺无法满足此要求,必须采用成本较高的高真空压铸等工 艺[1]。而AlSi9MnMoZr在铸态下即已拥有很高的延 伸率,相比必须通过T6或T7处理才能获得相同 延伸率的铝合金材料具有较大优势。 AlSi9MnMoZr还具有以下特性:
1) 铸造性能优良,其铸造性能与AlSi9和 AlSilOMg类似,可用于最小1.5mm壁厚的铸件。
2) 即使在较高温的工作环境下,其强度和尺寸均高度稳定。
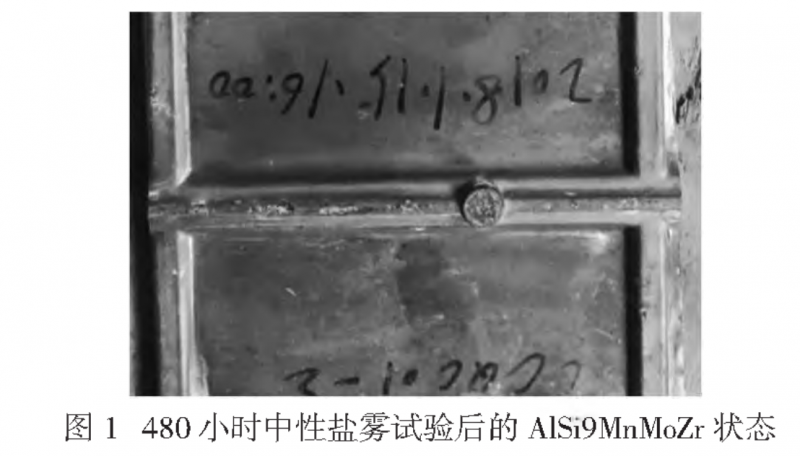
3)耐腐蚀性能优良,图1是480小时中性盐 雾试验后的状态。
4)加工性能优良,且适合旋H、焊接等工艺。 因为以上特性,该材料非常适合压铸汽车结 构件,已成功应用于奥迪A8纵梁、兰博基尼铝车 身后连接点、某车型减震塔、A柱、电子交换设备 盖等。2017年我司为某汽车厂开发了一款ALSi9MnMoZr压铸件,并且通过了碰撞等测试,已于 2018年初开始批量生产供货。
2压铸实践
2.1 产品信息
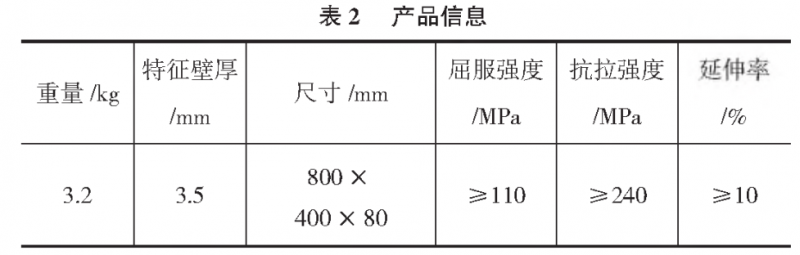
Fe元素含量须控制在0.15%以内,以减少AlFeSi相,该相为针状结构,会割裂基体,大幅降低强度和延伸率。Mn元素用于替代Fe元素,起到避免粘模的作用。在生产实践中有多个途径可能导致Fe元素超出0.15% ,应避免使用粘有其他Fe含量为0.6%~1.2%的铝合金的熔炼炉﹑井蜗、保温炉、旋转精炼机等,尽量避免使用铁质的扒渣勺等。
Sr元素对材料的高延展性起到关键作用,它将板条状的共晶硅变质为棉团状。Sr在熔化和保温过程中会有烧损,温度越高烧损越快,特别是熔化回炉料和除气处理时,因此当其含量降低至0.006%以下时须补入AlSr10棒。在熔化铝锭时,应快速加热到670℃以上,以减少氧化和渣的形成,铝液氧化会严重影响产品的机械性能。熔化温度不应高于780℃,否则会加速Sr 的烧损和加剧铝液的氧化[2]。精炼和除气最好在机边保温炉里进行,因为铝液转运过程中也会发生氧化。实践表明在铝液周转包内使用氮气精炼10分钟即可获得较好的效果。
2.3浇注温度
实践表明AISI9MnMoZr 铝液在压室内的温度须达到680~720℃。图2为压室内铝液温度660℃的压铸件的本体拉伸试片的断口,有较大的冷隔皮,约30%的本体试片的延伸率只有2%。为保证铝液在压室内的温度可达到680~720℃,采用了以下工艺措施:
(1)采用带有油路的压室,接模温机,模温机设定为220℃,以减小铝液在压室内的降温速度。
(2)使用陶瓷汤勺,以减小铝液在汤勺内的降温速度。
(3)加快汤勺的移动速度,将慢速阶段压射速度提升至0.25m/s,以缩短从取料到压射的时间。
(4)控制保温炉内铝液温度为750~760℃。实践表明,当铝液温度为740℃时,即出现图2所示的冷隔皮,造成产品延伸率不合格。

保温炉内的铝液温度取决于产品壁厚、大小,和在汤勺、压室内的降温速度和停留时间。
2.4屈服强度
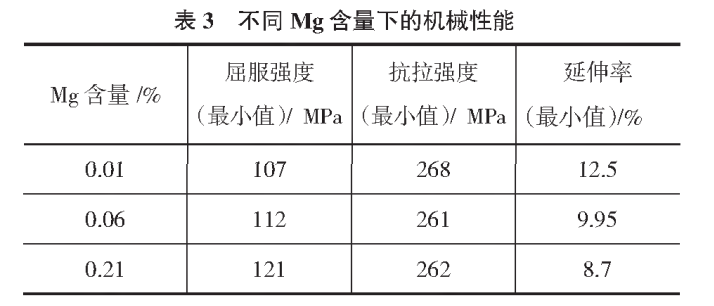
当Mg含量小于0.06%时,部分试片的屈服强度低于标准值,为了提高屈服强度,我司在熔炼时增加纯镁块,使Mg的含量提高至0.15%~0.25% 。添加量的计算公式:
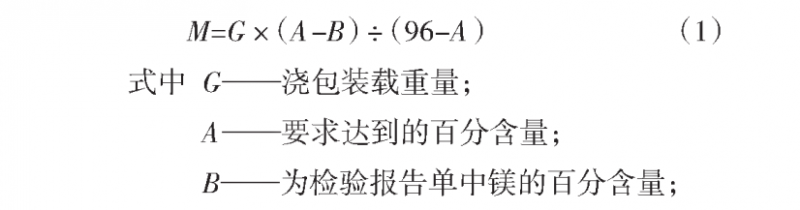
不同Mg含量下产品的机械性能见表3,加Mg后延伸率有所下降,屈服强度有所提高,抗拉强度变化不大。
3结语
实践表明,上述工艺控制方法对于稳定AI-SI9MnMoZr的压铸生产过程,防止出现强度或延伸率低于标准有明显效果。我司目前批量生产的使用AISI9MnMoZr 的产品的机械性能合格率达到100% 。
参考文献:
[1]刘楠楠.欧洲某汽车铝合金压铸结构件全流程生产简介[J].中国铸造装备与技术,2018,53(4):55-59.
[2]卢宏远.汽车结构件的压铸[J.特种铸造及有色合金,2012,32(3):252-253 .


